本篇目录:
分析不锈钢为什么切削加工困难
切削力大,切削温度高不锈钢材质强度大,切削时切向应力大、塑性变形大,因而切削力大。此外材料导热性极差,造成切削温度升高,且高温往往集中在刀具刃口附近的狭长区域内,从而加快了刀具的磨损。
切削力大不锈钢在切削过程中塑性变形大,尤其是奥氏体不锈钢(其伸长率超过45号钢的5倍以上),使切削力增加。同时,不锈钢的加工硬化严重,热强度高,进一步增大了切削抗力,切屑的卷曲折断也比较困难。
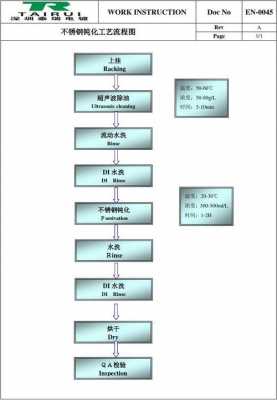
-图1")
切削温度高:不锈钢材质本身从导热性来看,都不利于导热,在切削过程中加工工艺与工件想触碰,造成加工温度高,这也加剧了刀具的磨损。
由于不锈钢在切削时塑性变形大,产生的切屑不易折断、易粘结,导致在切削过程中加工硬化严重,每一次走刀都对下一次切削产生硬化层,经过层层积累,不锈钢在切削过程中的硬度越来越大,需要的切削力也随之升高。
主要是粘度高,容易粘刀,产生切屑瘤,导热性能也不好,刀具容易退火。
硬质合金材料较脆,前角大,易崩刃。前角小,切削阻力大。材料表面硬度低于HRC32不适合切削加工。建议:(1)用数控车床。(2)尽量不用成型刀。(3)必须用成型刀,用高速钢的。(4)增加系统刚性,减轻震刀。
-图2")
不锈钢锻件有哪些加工方法呢?
不锈钢锻件成形的方法和分类有很多种,其中锻造成形的主要方法是自由锻和模锻。
加工不锈钢方法:不锈钢可以使用锻压法,可以将管子的一部分予以冲伸,这样就可以减少外径。不锈钢可以使用滚轮法,我们可以在不锈钢的管件内部放上芯子,外部可以用个滚轮推压进行圆缘加工。
锻造不锈钢锻件前的准备包括原材料选择、算料、下料、加热、计算变形力、选择设备、设计模具。锻造不锈钢锻件前还需选择好润滑方法及润滑剂。
一般是将锻件放在200℃左右的炉中或石棉保温箱中冷却,或是转入600℃炉中保温并随炉冷却。变形后续工序:(1)冷却后应及时进行软化退火处理(680℃~780℃保温2~4h),以消除内应力,降低硬度,便于机械加工。
-图3")
铣削加工不锈钢都有哪些特点?
采用波形刃立铣刀加工不锈钢管材或薄壁件,切削轻快,振动小,切屑易碎,工件不变形。用硬质合金立铣刀高速铣削、可转位端铣刀铣削不锈钢都能取得良好的效果。
(4)切屑不易折断、易粘结:不锈钢的塑性、韧性都很大,车加工时切屑连绵不断,不仅影响操作的顺利进行,切屑还会挤伤已加工表面。
不锈钢切屑不易折断、卷曲,在切削过程中容易堵塞,造成表面光洁度下降,挤坏加工表面和崩坏刀刃。
哪里铣不锈钢?
1、加工区:不锈钢件的加工区域应相对固定。不锈钢件加工区的平台应采取隔离措施,如铺上橡胶垫等。不锈钢件加工区的定置管理、文明生产应加强,以避免对不锈钢件的损伤与污染。
2、粗皮刀,针对铝铜合金切削设计之粗铣刀,可快速加工.铣刀常见有两种材料:高速钢,硬质合金。
3、采用喷雾冷却法效果最为显著,可提高铣刀耐用度一倍以上;如用一般10%乳化液冷却,应保证切削液流量达到充分冷却。
4、愈耐冲击和振动,但会降低硬度和耐磨性。因此,该合金适用于切削铸铁及有色金属,还可以用来切削冲击性大的毛坯和经淬火的钢件和不锈钢件。钛钴类硬质合金(YT),常用牌号有YTYT1YT30,数字表示碳化钛的百分率。
5、不可以,不锈钢是铁系金属,只可以加工有色金属(铜及铜合金和金、银、铝、铑等) 金刚石由 碳原子 构成。某些材料受热时,会从金刚石中吸出碳原子并在工件中形成 碳化物 。铁就是此类材料之一。
6、铣削不锈钢时,应选用极压乳化液或硫化切削油。硬质合金材质的不锈钢铣刀,其铣削速度应该在40~60m/min,为避免切削刃在硬化层中的切削,加快刀具磨损,进给量应大于0.1mm。
铣削加工不锈钢用什么刀具?
多刃刀具:多刃刀具可以减少每刃刀具所受的切削力,减小刀具磨损,从而保持切削质量和表面光洁度。例如,使用高铬高速钢多齿立铣刀,可适用于中等硬度的不锈钢材料。
永多工具为您解加工不锈钢可以用不锈钢专用铣刀,常用牌号YGYGYG8,其中数字表示含钴量的百分率,含钴量愈多,韧性愈好,愈耐冲击和振动,还可以用来切削冲击性大的毛坯和经淬火的钢件和不锈钢件。
刚玉刀具质地较硬,广泛应用于不锈钢、铝合金、钛合金等资料的加工中,适合进行高速和精密加工;碳化钨刀具具有较高的硬度、韧性和耐磨性,可用于各种不锈钢加工。
铣削不锈钢时,应选用极压乳化液或硫化切削油。硬质合金材质的不锈钢铣刀,其铣削速度应该在40~60m/min,为避免切削刃在硬化层中的切削,加快刀具磨损,进给量应大于0.1mm。
用硬质合金涂层铣刀就可以。 不锈钢加工工艺是指凭着不锈钢的性能对不锈钢进行剪、折、弯、焊等机械加工最终得到工业生产所需的不锈钢制品的过程,在不锈钢加工的过程中需要借助大量的机床、仪器、不锈钢加工设备。
铣刀G140可以铣不锈钢吗?
1、可以。铝刀是专门用来铣那些密度很软的材质,比如铝件,还有pkke件。
2、加工不锈钢当然是用硬质合金刀具,可是具体该使用哪个牌号,可以在刀具手册里查到。YS2T广泛应用于不锈钢车削、铸造不锈钢的铣削,一般用YS2T就可以了,而且还有成型的不锈钢专用铣刀,进口的比较好,但价格贵。
3、GB/T699-2015《不锈钢结构用立铣刀》是加工不锈钢用的立铣刀国标。该标准规定了立铣刀的分类、尺寸、技术要求、检验规则等内容,为不锈钢加工提供了可靠的技术支持。
4、用硬质合金立铣刀高速铣削、可转位端铣刀铣削不锈钢都能取得良好的效果。
5、可采用大切削用量。YW1 M10 适用于不锈钢、普通合金钢的精加工和半精加工。YW2 M20 适用于不锈钢、低合金钢的半精加工,主要用于火车轮箍加工。YC40 P40 适用于钢、铸钢的重力切削,可采用大切削用量,亦用于端面铣削。
6、用硬质合金涂层铣刀就可以。不锈钢加工工艺是指凭着不锈钢的性能对不锈钢进行剪、折、弯、焊等机械加工最终得到工业生产所需的不锈钢制品的过程,在不锈钢加工的过程中需要借助大量的机床、仪器、不锈钢加工设备。
到此,以上就是小编对于沈阳不锈钢制品加工的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏